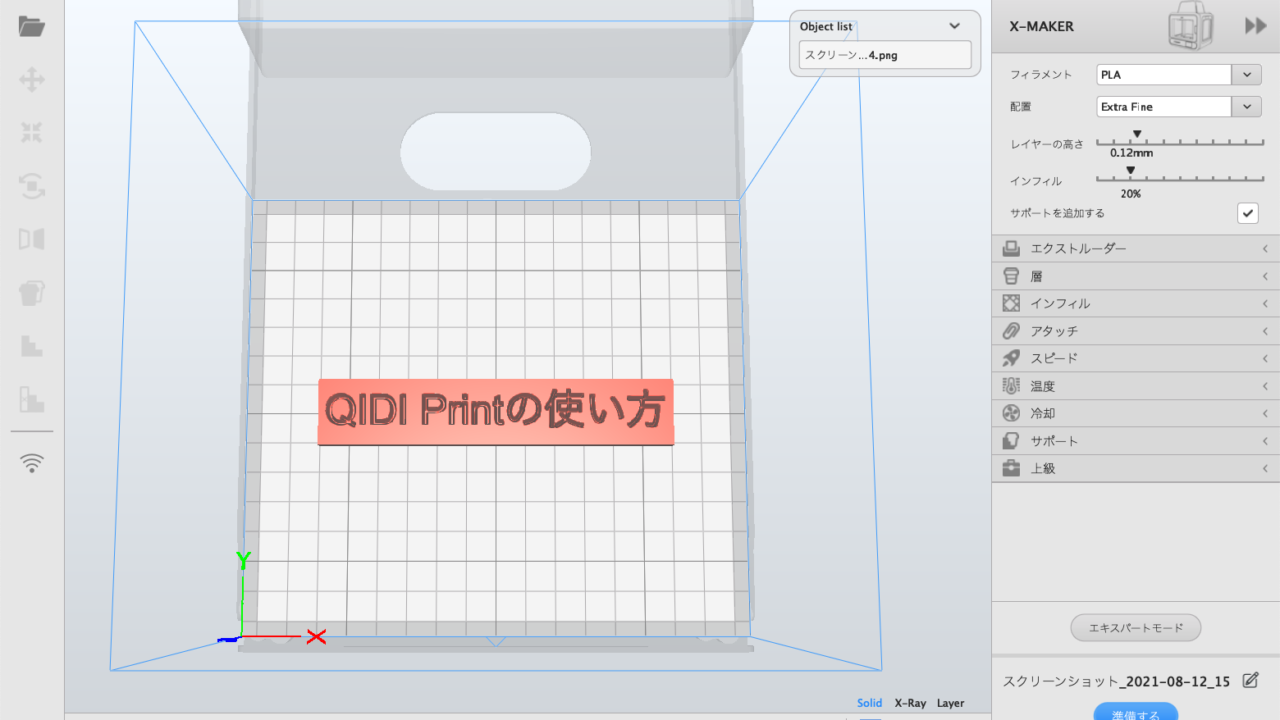

この記事ではQIDI TECHの純正スライサアプリ(QIDI-Print)の使い方を説明していきます。主に日本語にする方法と各種設定項目などの簡単な解説となります。
私が初心者なので基本的に初心者向けの内容となっています。単語の意味や細かい内容は私自身も分かっていない箇所があります。ご了承の上で参考にして下さい。(大きな誤記は無いと信じたい…)


環境
まずは今回使用している環境は以下の通りです。
- MacOS Big Sur version 11.2.3
- QIDI-Print version 5.6.6
基本的にはどのバージョンでも同様の事ができると思いますが、一部バージョンが違うことで表示や項目が違う箇所があるかもしれません。
インストールについて
インストール方法は以下の2つです。特に理由がなければ最新版をダウンロードのして使用するのがオススメです。理由はバージョンアップデートでバグの修正や、パラメータの最適が行われているからです。
インストールの手順は特に詰まることはないと思うので割愛します。
付属USBメモリ
製品に付属しているUSBメモリにアプリケーションが格納されています。
X-Makerの場合は、以下のような感じでWindows版とMac版でそれぞれ教育(子供)向けの”QIDI-Education”と一般向けの”QIDI-Professional”の合計4種類のアプリケーションが格納されています。
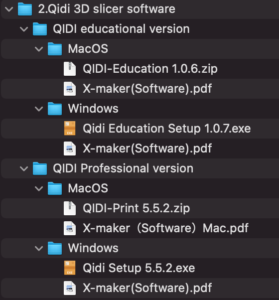
小さい子供に使わせる場合にはUSB付属の”QIDI-Education”の方が使うやすいのかもしれません。
私は使っていないので、ここでは”QIDI-Professional” = “QIDI-Print”の解説となります。
ダウンロード
以下のQIDI公式HPのダウンロードサイトより、最新版をダウンロードしてインストールすることができます。
http://www.qd3dprinter.com/software/
インストール可能なOS
- Windows:Windows 7以上(64bit)
- Mac:macOS X El Capitan 10.11以上
アプリを日本語にする方法
アプリケーションはデフォルトでは言語設定が英語となっています。日本語に変更するには以下の手順で変更可能です。
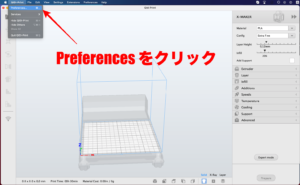
①QID-Printを起動
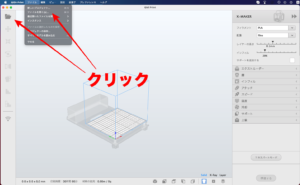
②左上の”QID-Print”をクリックし、さらに”Preferences…”をクリック
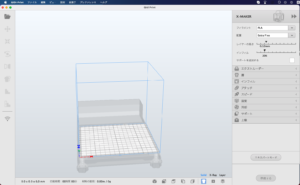
③”General”ウインドウで”Language:English”を日本語に変更

④アプリを再起動
言語を設定しても再起動するまでは日本語に切り替わらないので、再起動してください。再起動すると全ての箇所が日本語に切り替わります!
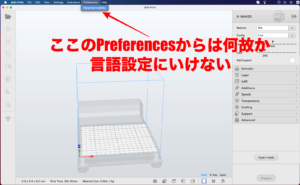
Preferencesは下の画像の場所にもあるのですが、何故か英語設定の時は言語設定画面に移動できませんでした。(日本語設定なら移動できる)
データの読み込み
データ読み込み方法
- 読み込み方法は2つです。
- ショートカットキー (⌘+o)
- ツールバーをクリックする
サポートされているファイル形式
サポートされいるのは以下の通りです。
- 3Dデータは以下の4種類
- STL(.stl)
- 3MF(.3mf)
- G-code(.gcode) = G(.g)
- ウェーブフロントOBJファイル(.obj)
- 画像ファイルは以下の4種類
- BMP(.bmp)
- GIF(.gif)
- JPEG(.jpeg) = JPG(.jpg)
- PNG(.png)
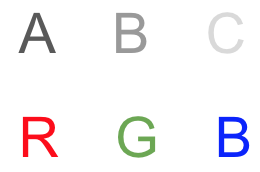
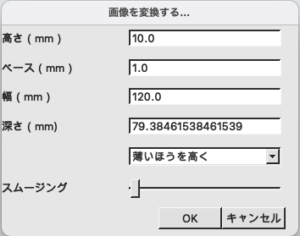
画像ファイルを読み込んだ場合は画像濃淡を3Dデータの高低で表したデータに変換されます。色による違いは無さそうです(下のRGBの3Dデータ参照)。
| 入力画像 | 読み込んだ時の設定 | 3Dデータ |
 |
 |
 |
- 一般的にはSTLというフォーマットを使用します。
- “Fusion 360″というアプリでモデルを作成してSTLにしようとするとネットワーク経由でのエクスポートになりSTLデータ出力時間が掛かる
- “Fusion 360″での出力フォーマットに3MFを選択するとローカルだけでできるのかSTLと比べて非常に高速に3D印刷用データを作成可能
視点操作(視線移動)
ここでは画面の視点操作(カメラワーク)の方法について解説します。トラックパッドを使う場合とマウスを使う場合の2通りがあります。
トラックパッドの場合
以下のそうで視点変更をおこないます。キー押し込み+トラックパッドの組み合わせで操作します。
| 視点変更 | 操作方法 |
|---|---|
| ズームイン・ズームアウト | 二本指でスクロール |
| 回転 | Ctrl + クリックしながらスクロール |
| 平行移動 | Shift + クリックしながらスクロール |
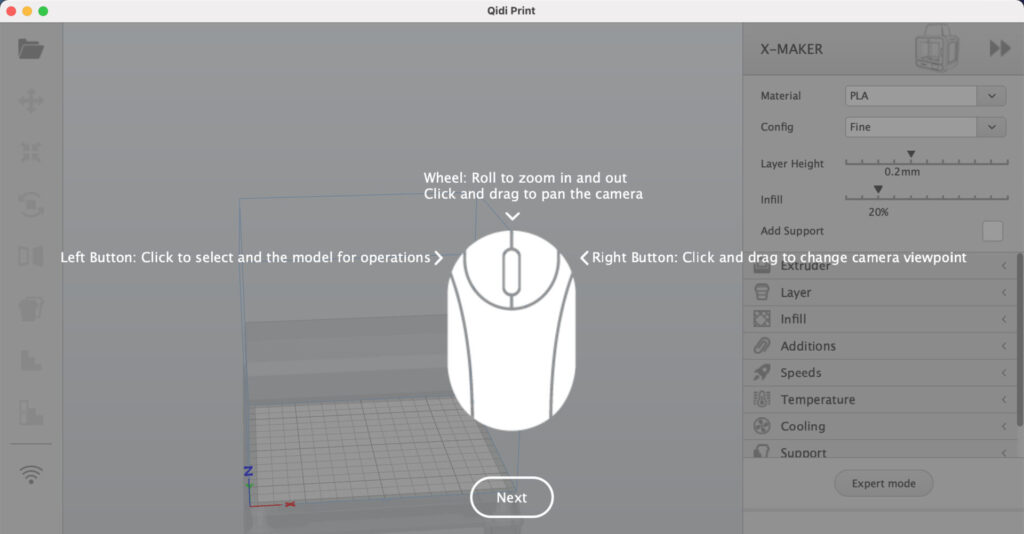
マウスの場合
マウスの場合はマウス単体で視点変更が可能です。
| 視点変更 | 操作方法 |
|---|---|
| ズームイン・ズームアウト | スクロールホイール |
| 回転 | 右クリックしながらドラッグ |
| 平行移動 | ホイールボタンをドラッグ |
決め打ちカメラ視点
上では自由移動での視点変更を説明しましたが、ここではデフォルト設定されている5方向からの視点変更を説明します。ボタン1つでこれらの視点に一瞬で移動できるので便利です。
上端のメニューから選ぶか下端のアイコンをクリックすることで簡単に視点変更が可能です。
| 3Dビュー(斜め上からの)視点 | 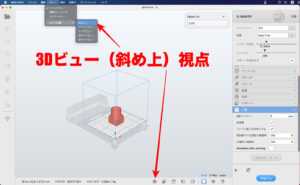 |
| フロントビュー(正面)視点 | 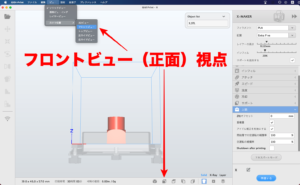 |
| トップビュー(上面)視点 | 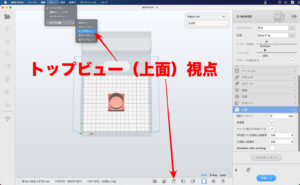 |
| 左サイドビュー(左面)視点 | 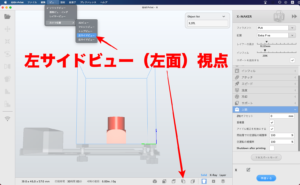 |
| 右サイドビュー(右面)視点 | 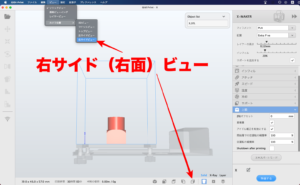 |
ビューの切り替え
モデルの見え方を決める表示(ビュー)は大きく3種類があります
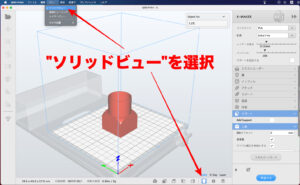
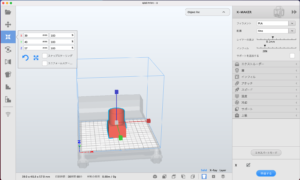
ソリッドビュー(Solid)
モデルロード時のデフォルトになっているビューで目視した時と同じように外形を見る表示方法です。
上端メニューの”ビュー”から”ソリッドビュー”を選択するか、右下の “Solid”と書かれているアイコンをクリックすることで切り替えできます。
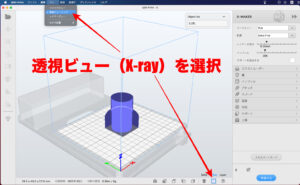
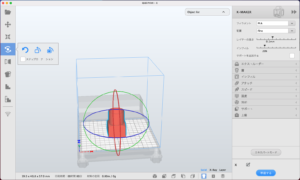
透視ビュー(X-Ray)
透視ビュー(X-Ray)は外形だけでは見えない内部構造を見るための表示方法で、X線検査のように内部を見るイメージです。
上端メニューの”ビュー”から”透視ビュー”を選択するか、右下の “X-Ray”と書かれているアイコンをクリックすることで切り替えできます。
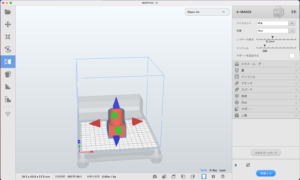
レイヤービュー(Layer)
レイヤービュー(Layer)は3Dプリンタで印刷するときの過程やサポート材などを表示するビューです。右下の”準備する”をクリックすると自動的にこのビュー表示に切り替わります。
上端メニューの”ビュー”から”透視ビュー”を選択するか、右下の “X-Ray”と書かれているアイコンをクリックすることで切り替えできます。
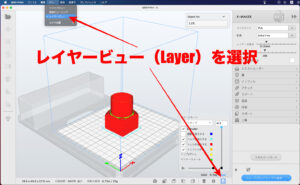
右下の”準備する”をクリックするまで表示されません。
レイヤービューについて補足
レイヤービューにはさらに4種類の表示項目があります。基本的にはラインタイプさえ分かれば十分です。
- まずは全てに種類に共通する項目についてです。
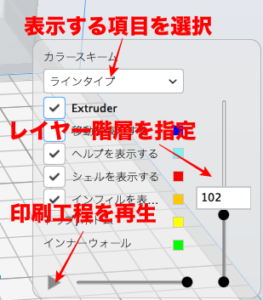
| 項目 | 解説 |
|---|---|
| Extruder | よくわかりませんでした… |
| 移動を表示する | エクストルーダーの移動経路を表示 |
| ヘルプを表示する | サポート材の表示 |
| シェルを表示する | 印刷物の外壁部分の表示 |
| インフェルを表示する | 厚みのある箇所の内側を充填フェイラメントを表示 |
| レイヤー階層をを指定 | ドラッグ&ドロップで各レイヤーを表示できます |
| 印刷工程を再生 | ▶︎を押すと印刷工程の再生を行えます。 |
- 次に各種類毎に何を表示できるのかを解説します。
| 表示項目名 | 表示される内容と解説 |
| フィラメントの色 | これだけ何を表示してるのか不明でした…多色印刷用の設定なのでしょうか? 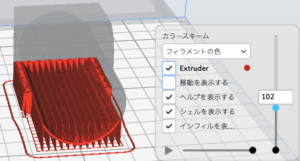 |
| ラインタイプ | “準備をする”ボタンを押したときに表示されるデフォルトです。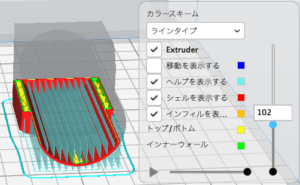 印刷されるモデルの構成要素毎に色分けされています。 サポート材がどのように印刷されるのか、印刷物の内側に発生する空洞箇所にどのようにインフェルと呼ばれる充填物が入るのかなど色分けされています。 他にも以下の2つが色分けで表示されて直感的にわかりやすくなっています。 ・トップ/ボトム :印刷物(現在レイヤーで)上端と下端を表示・インナーウォール :印刷物の内側に発生する空洞箇所の壁を表示 |
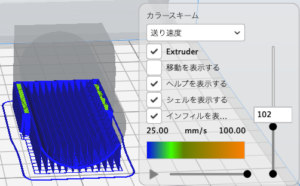
| 送り速度 | 印刷時のエクストルーダーの移動速度(mm/sec)を表示します。遅いほどブルーで、速くなるとオレンジで表されます。 下の場合はインフェルは埋める箇所で多少雑にしてでも印刷時間を短縮するために速度が速くなっているようです。
|
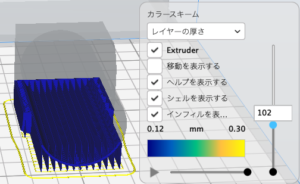
| レイヤーの厚さ | レイヤーの厚さ=積層ピッチです。基本的には全印刷箇所で固定ピッチになっているはずです。どこかの箇所だけ積層ピッチを変更した場合などここに色の差が出てきます。 レイヤーが薄い箇所はブルー、厚みのある箇所は黄色で表示されます。 |
オブジェクトの操作
読み込んだ3Dデータを操作して複数のオブジェクト配置したり、印刷の方向を変えたり、拡大縮小したりが可能です。
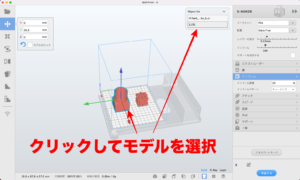
モデルの選択
操作するモデルの選択方法は以下の2つです。どちらも直感的なので特に迷うことはないと思います。複数モデルを選択する場合には”shift”+クリックで選択可能です。
- ”Object list”で対象モデルをクリック
- ビューの中にあるモデルをクリック
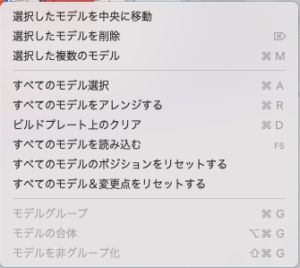
モデルを選択して二本指タップ(副ボタン)で下のメニュー画面が表示されて色々な操作が可能です。
- モデルの中央への移動
- モデルの削除
- モデルのコピー(”選択した複数のモデル”)
- etc…
移動
移動させる方法は以下の2つです。モデルを移動させることで、複数のモデルを同時に印刷したりできます。
- 左ツールバーのXYZ軸の数値に移動させたい値を入れる
- モデルから出ているXYZ軸をドラッグ&ドロップ
“モデルのロック”にチェックをするとそのモデルは移動できなくなります
拡大・縮小
基本的に操作方法は”移動”と同じ。出力するモデルのサイズを簡単に変更できます。
- 左ツールバーのXYZ軸の数値にサイズ値を入れる or “%”を指定する(%は常に最初を100%とした値になる)
- モデルから出ているXYZ軸をドラッグ&ドロップ
”スナップスケーリング”にチェックを入れると、モデルから出ている軸で操作する際に10%刻みでの拡大縮小になります。
”ユニフォームスケーリング”にチェックを入れるとXYZの比率が固定されます(XYZ各軸のどれかを変更すると連動して他の軸も拡大縮小)。
回転
モデルの周囲にあるXYZ軸の円があるので、これをドラッグ&ドロップすることでモデルを回転させる事ができます。
- ”平に置く”をクリックすると、モデルの平面とビルドプレートが平面で接するように自動調整されます
- ”顔で平にする”をクリックしてビルドプレートと接する面にしたいモデルの面をクリックすると、自動的にその面がビルドプレートに接する面になります。
”スナップローテーション”にチェックを入れると、モデルの回転操作する際に15°刻みでの回転になります。
ミラー反転
モデルの周囲にあるXYZ軸の三角錐をクリックすることで、各軸に対応した方向にミラー反転する事ができます。左右対称のモデルを印刷したいときに簡単にミラー反転したモデルを印刷することができます。
基本的な印刷設定、手順
基本的な印刷であれば以下の4つだけ設定すれば印刷は十分に行えます。
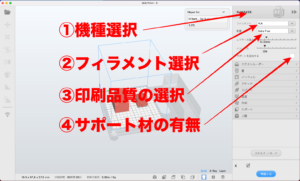
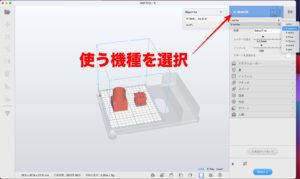
①機種選択
機種名が購入した機器を選択してください。特に迷うところはないですね。
②フィラメント選択
セットしたフィラメントの選択。選択したフィラメントに応じて温度や印刷速度が自動的に変更されます。
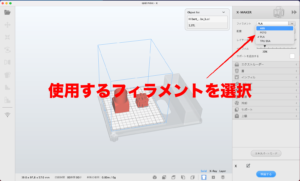
機種毎に使用可能なフィラメントが決まっているので、ここで表示されないフィラメントは非対応となります。ただし、設定項目がかなり細かいので設定の仕方によっては非対応でも使用できるフィラメントがあるかも。
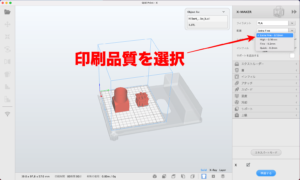
③印刷品質の選択
印刷品質(積層ピッチ)を選択します。選択できる品質は4つで印刷品質を高くすると、比例して印刷時間は長くなります。
| 品質 | 説明 |
|---|---|
| Extra Fine |
|
| High |
|
| Fine |
|
| Quick |
|
エクストルーダーの移動スピードなど印刷品質を変更すると色々と変わるところがありますが、初心者なら気にする必要はないので省略しています
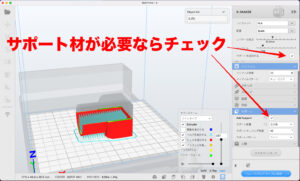
④サポート材の有無
モデルを下から印刷するので下層より上層の方が大きいモデルの場合はサポート材が必要です。右メニューにある”サポート材を追加する”or “サポート”→”Add Support”をチェックします(どちらも同じでチェックは連動)。
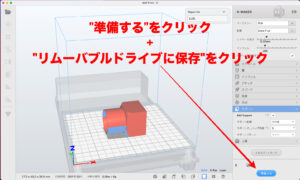
⑤設定が完了したら”準備する”ボタンを押す
”準備する”のボタンを押したら処理が始まります。しばらく待ち処理完了すると”リムーバブルドライブに保存”のボタンに変わるので、後はUSBメモリなどに保存して3Dプリンタに持っていき印刷するだけです。
印刷がうまくいかない場合に設定変更する箇所
サポート材の設定値
サポート材が足りなくて印刷結果が変になる or 多すぎて邪魔になるなどサポート材に関する問題の調整方法についてです。サポート材がつく位置が分かれば最適なサポート材がおおよそ想像できると思います。
サポート配置の設定
サポート材が配置される場所が全ての箇所かビルドプレートからだけかの設定です。
| 設定値 | サポート材が付く箇所 |
| ビルドプレート | ビルドプレートから伸びるサポート材のみ出力されます
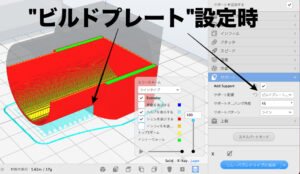 |
| 全対象 | サポート材がモデルの途中からでも出力されます(デフォルト)
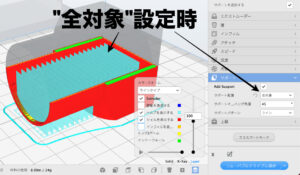 |
サポートオーバーハング角度
オーバーハングとは、ざっくり言うと下層より上層が張り出していて箇所のことと言います。3Dプリンタの場合は下層から印刷していくので、張り出しているオーバーハング部分を印刷するにはサポート材が必要になります。
この時に張り出している物体の角度によってはサポート材が不要ななため、サポート材を付けるかどうかを決める角度を右メニューにある”サポートオーバーハング角度”で設定しています。
積層ピッチが細かいほどサポートが無くてもオーバーハングに対応できるので”Extra Fine”の数値は高めに設定されておりサポート材は少なめです。逆に”Quick”は積層ピッチが荒いので数値が低めでサポート材が多めになっています。ちなみに45°を設定するのが世の中では一般的になっています。
参考までに設定値が0°の場合と60°の場合の比較画像を以下に貼っていますのでご覧ください。ちなみに90°を設定するとサポート材は付きません。
| 設定値 | サポート材が付く箇所 |
| 0°設定 | オーバーハングの全てにサポート材がつく
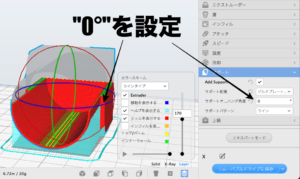 |
| 60°設定 | ビルドプレートの±30°(=90°-60°)までのオーバーハングにはサポート材がつく
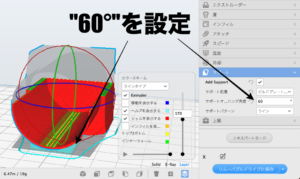 |
サポートパターン
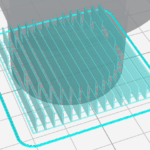
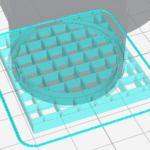
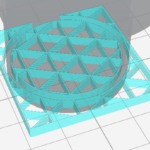
サポート材のつき方は7パターンあります。言葉で説明するより見て貰った方が早いので以下をご確認ください。本当は印刷するモデルによって変えた方が良いのでしょうが私はまだ良し悪しが分かっておりません。
デフォルトになっているラインは他パターンと比べてもサポート同士の間隔が狭いので普通の印刷時であれば問題ないと思われます。
| ライン | グリッド | トライアングル | 同心円 | ジグザグ | クロス | ジャイロ |
 |  |  | 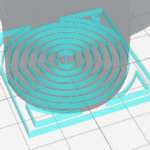 | 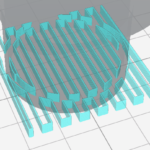 | 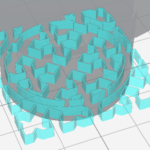 | 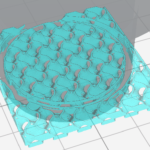 |
糸引き問題の解決手段 印刷温度調整
基本的に温度設定は”フィラメント”を設定すると自動で変更されます。ただし、フィラメントの品質は一定ではないでの糸引きと言う現象が起きて印刷がうまくいかない場合などは温度を調整(-5度or -10度)することを推奨されています。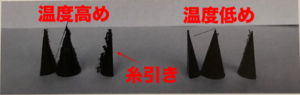
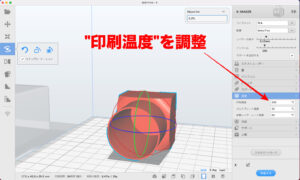
温度の調整は右にあるメニューの”温度”から変更できます。設定箇所は3箇所ありますが”印刷温度”を調整します。
その他 覚えておくと便利かも機能
ここではちょっと便利な機能の紹介です。別になくてもいいけど覚えておくと便利かも程度の情報です。
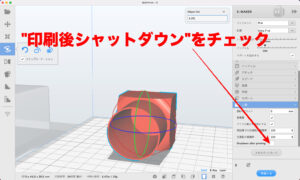
印刷後の自動シャットダウン
印刷後の自動シャットダウン機能です。通常は印刷後も3Dプリンタの電源が入ったままなのですが、印刷終了時にシャットダウンする設定があります。外出中に完了予定ならしていた方が良いのかも。
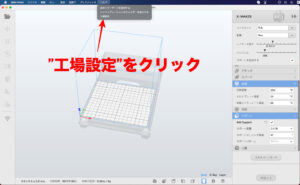
アプリケーションを初期状態(インストール直後)に戻す
”ヘルプ”の”工場設定”をクリックするとアプリケーションを初期化(インストール直後)の状態に戻す事ができます。設定などを色々触って変になってしまった場合などはここで全てをもとに戻すことができます。
ビルドプレートのギリギリまで印刷する(装置によってはできない。X-Makerはできなかった)
デフォルトの設定ではメーカー仕様より縦横サイズが小さい物しか印刷できません。(例えばメーカー仕様のビルドサイズは170×150×150mmなのに実際は170×140×140mmまでしか印刷できない)
理由は設定項目の”アタッチ”の”ビルドプレート接着タイプ”が設定(ブリム、ラフトなど)されているからです。ビルドプレートへの接着性を良くするため、設定されているので印刷物の周囲にフィラメントが出力される領域が確保されて仕様のサイズまで出力できないことがあります。
仕様のギリギリまで印刷したい場合は設定で”なし”を選択することでギリギリのサイズまで印刷が可能になるらしいです。
ちなみにX-Makerではデフォルトは”スカート”が設定されていたので”なし”に変更したのですが170×140×140mmまでしか印刷できなかったです。残念…
最後に
今回の記事はQIDIの3Dプリンタを使うときに使う純正スライサソフト”QIDI-Print”についてでした。書いている時に初めて気が付いた機能があったりして、記事にするために色々試して勉強になりました。
ちなみにこの”QIDI-Print”は”Cura”という有名なスライサソフトをベースに作られているみたいですね。(単語を調べていたら大概Curaのサイトが出てくる…)
それでは、以上となります。
最後まで読んで下さりありがとうございました!