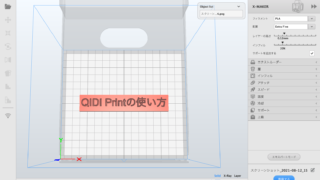

QIDI TECH X-makerのマニュアルが英語版しか入って無いので日本語に翻訳しました。
説明で無駄な箇所(ヨーロッパ向けの電源設定など)は省略しております。
自分の備忘録兼、マニュアルが英語で困っている人、中古を買って説明書がなかった人、マニュアル開くのが面倒な人などの役に立てば嬉しいです。
注意事項(初めて使用する際は必ず見てください)
使う上での注意事項をまとめて記載してあります。
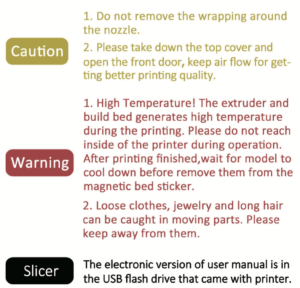
ノズル付近のラッピングを外さないでください。
金属製のノズルの周囲にある黄色とオレンジ色の箇所がラッピングです。これを外すのはNG。
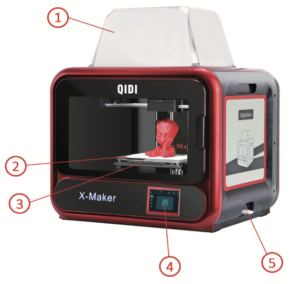
①のトップカバーを外してフロントドアを開け、空気の流れを確保すると印刷品質が向上します。
高温注意。印刷中はエクストルーダーとビルドベッドが高温になリます
印刷中はプリンタの内部に手を入れないでください。
印刷が終了したら、モデルが冷めるのを待ってから②マグネットでくっついているビルドプレートからモデルを取り外してください。
ゆったりとした衣服やネックレスなどの装飾品、長い髪の毛などは可動部に巻き込まれる恐れがあります。注意してください。
補足
電子版マニュアル(英語)はプリンター付属のUSBフラッシュメモリーに入っています。
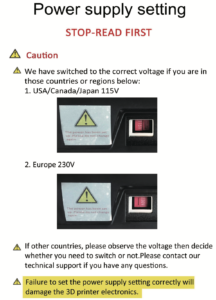
電源設定(初めて使用する際は必ず見てください)
日本では115Vに設定してください。
電源設定が正しく行われないと、3Dプリンターの電子部品が破損します。
カスタマーサービス・サポート
マニュアルに記載されていたカスタマーサービスの連絡先です。
プリンターに問題がある場合の連絡先
12時間以内に返信いたします。お気軽にお問い合わせください。
E-mail:may@qd3dprinter.com
E-mail:lisa@qd3dprinter.com
ご意見やご不満がある場合の連絡先
ご意見やご不満がございましたら、こちらのEメールアドレスまでご連絡ください。
CEO: Diqiang Xue(24時間以内に返信)
E-mail:616038502@qq.com
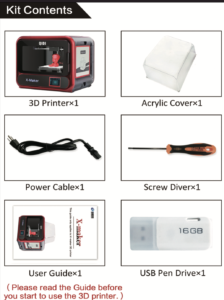
付属品一覧
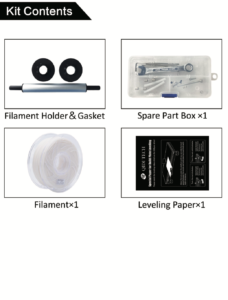
記載されていない付属品
・プリントに問題がある場合の対処法。(画像:左)
・子供向けの説明書(画像:右)
・金属製スクレーバー

付属品が格納されている場所
ほとんどの付属品は開封直後に見えるように格納されていますが、「USBメモリ」と「スティックのり」だけビルドプラットフォームの下に隠れています。


ちなみにフィラメントやドライバーなどの色は結構ランダムなようです。
3Dプリンタ到着前に用意しておいたほうが良いもの
私が設置やプリントする際に無くて不便だったもの3点を記載しています。必須の1点以外はなくても問題にはならないです。
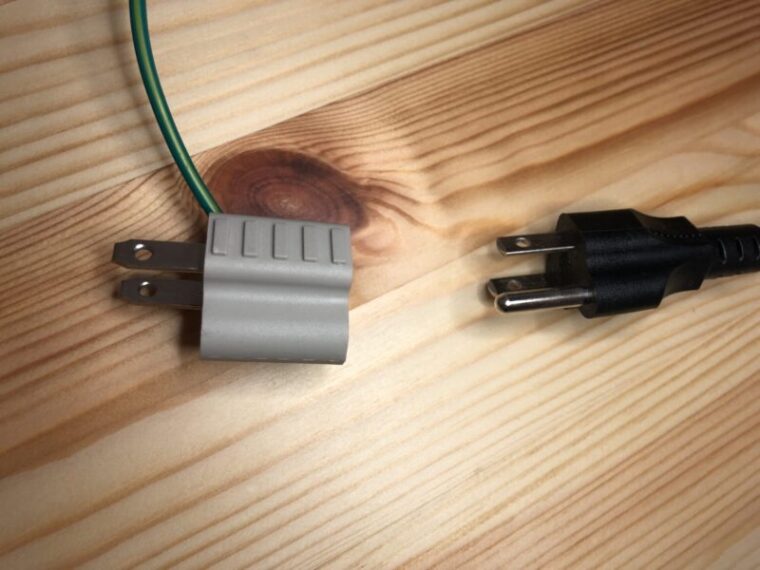
3Pプラグ→2Pプラグ変換用アダプタ(必須)
3Dプリンタの付属品に入っていないので、あらかじめ買っておかないと電源を入れることができません。買っておきましょう!(私は持ってなくてダッシュで購入)
amazonで300円ぐらいで売ってます。
USB延長ケーブル(便利)
USBの差し込みぐちが本体の側面下端なので非常に抜き差しし難いです。WiFiだけで運用するなら差しっぱなしにすればいいので不要ですが、USBでデータを持ち運ぶのならUSB延長ケーブルがあると非常に便利です。
個人的には以下の写真にあるようなスタンド付きの物が使いやすくておすすめです。

ちなみに、これは「BUFFALO USB延長ケーブル 2.0対応 スタンド付 0.5m ブラック BSUC05EDBK」で400円ぐらい。(USB2.0で全く問題ありませんでした。)
最初にプリントするまでの手順
開封から電源ONまでの手順
段ボールから取り出して、梱包材を外していきます。無理に取り外すとケーブルが断線するおそれがあるので順番を守って梱包を外していってください。
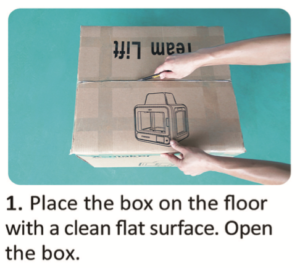
1.箱を平らな床の上に置き、箱を開ける
2.発泡スチロールを取り出し、付属品を取り出す

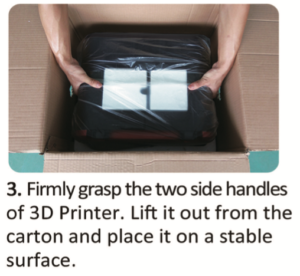
3.3Dプリンタの両サイドのハンドルをしっかりと握り、段ボール箱から出して安定した場所に置く
4.梱包材を取り外す

5.結束バンドをカットする

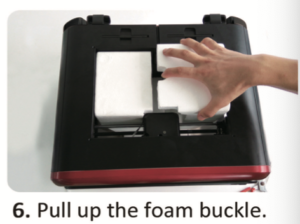
6.右側の発泡スチロールを引っ張り出す
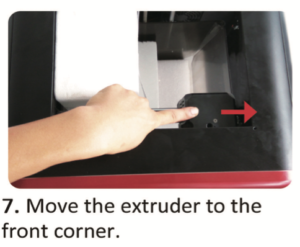
7.エクストルーダーを手前右端に移動する
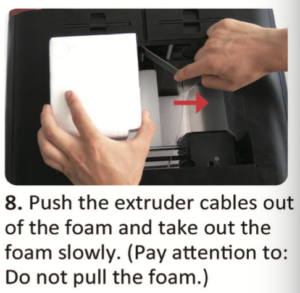
8.エクストルーダーのケーブルと発泡スチロールが接触しないようにケーブルを引っ張りながら、ゆっくりと発泡スチロールを取り出す
(無理に発泡スチロールを引っ張らないように注意してください)
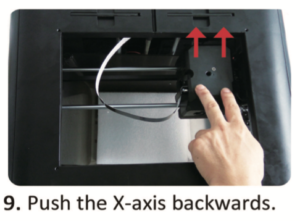
9.エクストルーダーを右奥に移動する
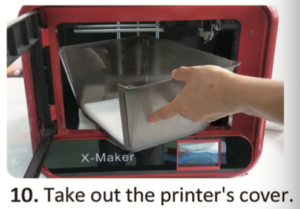
10.3Dプリンタ内にあるアクリルカバーを取り出す
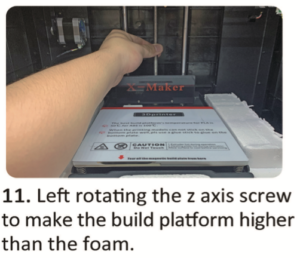
11.ネジを左回転させると、ビルドプラットフォームが発泡スチロールよりも高くなります
12.ビルドプラットフォーム手でゆっくりと引き上げる

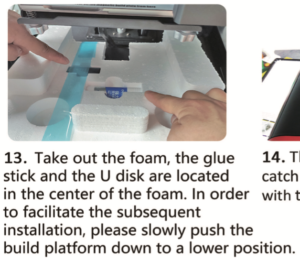
13.発泡スチロールを取り出し、発泡スチロールの中央にあるスティックのりとUSBフラッシュメモリを取り出す。その後の取り付けを容易にするために、ビルドプラットフォームをゆっくりと押し下げてください。
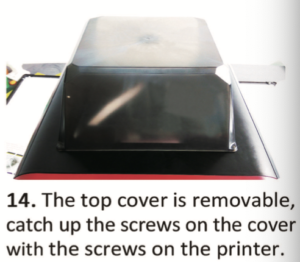
14.トップカバーは取り外し可能です。カバーのネジとプリンターのネジを合わせて置いてください
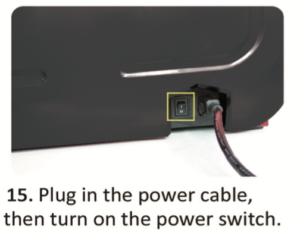
15.電源ケーブルを接続してから電源スイッチを入れてください。
16.おめでとうございます!開封の行程は全て完了しました。
(Tip:プリンターの梱包材は将来の輸送や保管のために保存しておきましょう。
![]()
3Dプリンタ設定
使うために最低限必要な初期設定となります。プリントは初期設定を必ず実施してからしましょう!
言語設定の変更手順

Step1 ホーム画面で「道具箱」アイコンをタッチ
Step2 ④の「Language」をタッチ
Step3 「日本語/Japan」を選択
画面表示にあるアイコンの意味
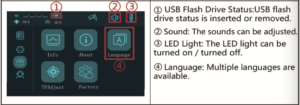
①USBフラッシュドライブ状態:USBフラッシュドライブの挿入/取外しの状態
②サウンド状態:サウンド調整が可能です
③LEDライト状態:LEDのON/OFF設定が可能です
④言語:複数の言語に対応しています。
⑤カメラ:古いVerではカメラがあったらしいのですが、最新Verではカメラ無いです。でもアイコンは残っています
XYZ軸のマニュアル操作(+ホームポジションへの移動)、WiFi設定、ファン動作確認

・「歯車」アイコンをタッチ
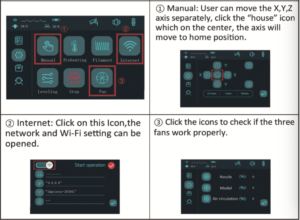
①XYZ軸のマニュアル操作(+ホームポジションへの移動)
・画面の①「手(Manual:手動)」をタッチX,Y,Z軸を別々に動かすことができます。
・中央の「家」アイコンをクリックすると、XYZ軸がホームポジションに移動します。
②WiFi(インターネット)設定
・画面の②「Internet:ネットワーク」のアイコンをクリックし、WiFi設定画面で左上WiFiアイコンのタッチするとWiFiの選択画面を開くことができます。
・デフォルトではWiFiはOFFになっています。
③ファン動作確認
・画面の③「Fan:ファン」アイコンをクリックすると、3つのファンが正常に動作するかどうかを確認できます。
ビルドプラットフォーム調整
プリントするものが載る台(ビルドプラットフォーム)の高さ、傾きの調整方法です。
必要なもの(レベリングペーパー)

ビルドプラットフォームの調整動画
付属品のUSBメモリの中にビルドプラットフォームの調整動画があるのでこれを見ると分かりやすいです
「4.Plate Leveling」-「Leveling.mp4」
Step1 「歯車」アイコンを最初にタッチします。次の画面上で 「標準化(Leveling)」をタッチ

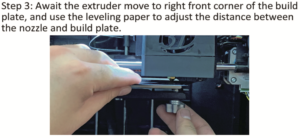
Step2 ビルドプレートの左手前にエクストルーダーを移動させ、レベリングペーパーを使ってノズルとビルドプレートの距離を調整

Step3 ビルドプレートの右手前にエクストルーダーを移動させ、レベリングペーパーでノズルとビルドプレートの距離を調整
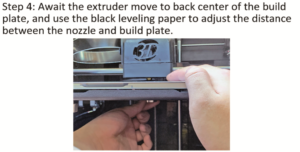
Step4 エクストルーダーをビルドプレートの奥に移動させ、レベリングペーパーを使ってノズルとビルドプレートの距離を調整
注意事項
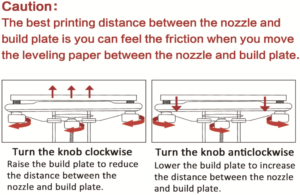
・ノズルとビルドプレート間の距離は、レベリングペーパーをノズルとビルドプレートの間に移動させたときに摩擦が感じられる程度が最適です。
・ノブを時計回りに回した場合:ビルドプレートを上げて、ノズルとビルドプレートの距離を縮める
・ノブを反時計回りに回した場合:ビルドプレートを下げて、ノズルとビルドプレートの距離を広げる
補足
・日本語に変更して設定した場合は以下の画面が表示されます
・ディスプレイにレベリングの手順が出てくるので指示通りに進めれば特に詰まることなく設定できます
・私の場合はすでにレベリングが必要ない状態で特に調整はしませんでした




フィラメントの取付け準備
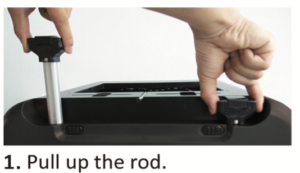
1.ロッドを引き上げる
2.ロッドに付いている留め具を開ける

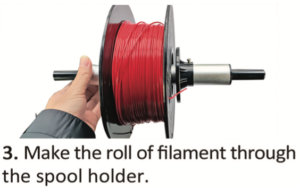
3.ロール状のフィラメントをスプールホルダーに通す
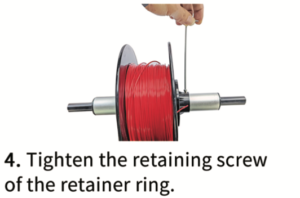
4.リテーナーリング(フィラメント保持リング)の固定ネジを締める
5.フィラメントガイドを取り出す

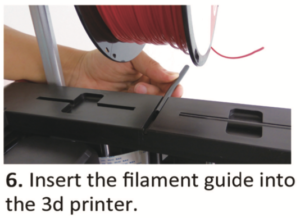
6.フィラメントガイドを3Dプリンタにセットする
金属が付いている側が外側です
7.フィラメントガイドにフィラメントを通す

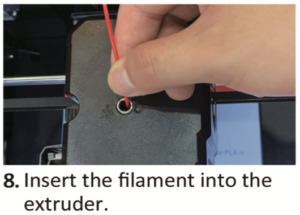
8.フィラメントをエクストルーダーに通す
9.写真の状態になればフィラメントの準備は完了です

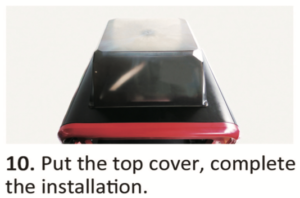
10.トップカバーを装着して設置完了
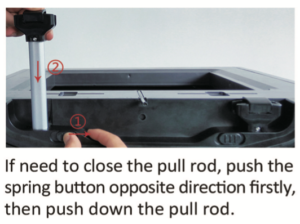
ロッドを閉じる必要がある場合
①のスライドをボタンを反対方向に押してから、ロッドを押し下げてください。
注意
・印刷中のフィラメントの跳ね返りを防ぐために、PLAとABSを印刷する際にはフィラメントガイドを使用する必要がありますが、TPUフィラメントで印刷する際にはフィラメントガイドを使用する必要はありません。
・USBメモリ内の「7.The steps of pass through the filament」をご覧ください。
補足
・私の場合、ロッドに留め具が無くて開ける必要がありませんでした。ホルダーをそのままロッドにセットしていますが今のところ問題はありません

・また、フィラメントガイドの小さいものが最初からセットされていたのでそのまま追加でセットしています。

フィラメントの取付け
1.「歯車」アイコンをタッチ

2.「消耗品交換(Filament)」のアイコンをタッチ

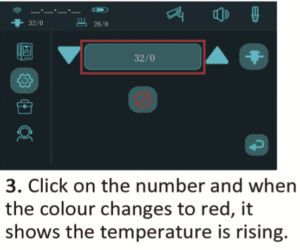
3.数字をタッチして色が赤に変わったら、温度が上がっていることを示しています
32/0の数字は左側が現在温度、右側が目標温度です
4.温度が220度になったら、「▼」アイコンをタッチ
「▼」アイコンをタッチすることでフィラメントの送り動作が開始されます。

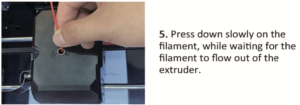
5.エクストルーダーからフィラメントが出てくるのを待ちながらフィラメントをゆっくりとノズル側に押す
メーカーが動作確認のために別色のフィラメントを使用している場合、ノズルから出てくるフィラメントの色セットしたものと違うものになります。セットしたフィラメントの色が出てくるまで送り動作をすることをオススメします。
フィラメントの取外し
初期設定時にはフィラメントの取り外しは不要ですが、取付け/取外しはセットなのでここで紹介します
ユーザーがフィラメントを交換する際には、以下のような手順で取外す必要があります。
![]()
1.「歯車」アイコンをタッチ

2.「消耗品交換(Filament)」のアイコンをタッチ

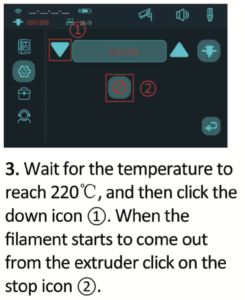
3.数字をタッチして温度が220度になるまで待ってから、①「▼」アイコンをタッチ。フィラメントがノズルから出てきたら、②「停止」アイコンをタッチ
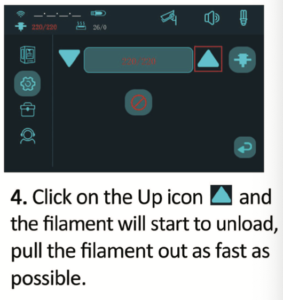
4.「▲」アイコンをタッチ。フィラメントが上に押し出され始めるので、素早くフィラメントを手で引き抜きます
注意
上記の指示に従ってください。フィラメントを交換する際は正しい手順で交換してください。
![]()
テストプリント
注意
テストファイル(xiaogaoplus.gcode)のプリントは必ずビルドプラットフォーム調整、フィラメントの取付けを行った後にしてください
![]()
1.「3Dプリンタ」アイコンをタッチ

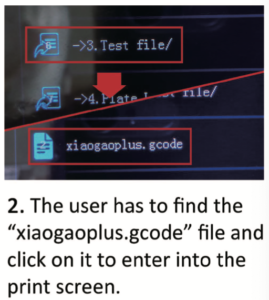
2.「xiaogaoplus.gcode」ファイルを見つけてタッチするとプリント設定画面に遷移
私のUSBメモリには別名で格納されていました。
「3.Test file」-「打印」-「makerxiaogao25.gcode」
3.「▶︎」アイコンをタッチするとプリントが開始

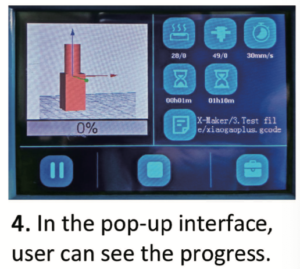
4.プリント中は進捗状況が表示されて状態を確認できます
補足
・プリント直後は暑くなっているので、冷めるまで少し待ってノズルに触れないように注意して取り出してください

・マグネットシートは取外し可能です。また、このシートは簡単に曲げれるので捻ると簡単に造形物が取り外せます(すっごく便利!)

・テスト印刷では一番したの面が別の色になっていることがあります。これはメーカーがテスト印刷をしただけですので気にしないでください

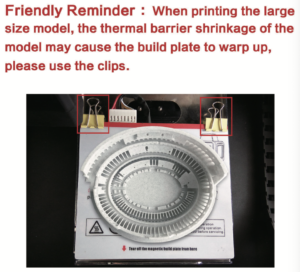
大きい物をプリントする際の注意事項
大きなサイズの3Dモデルを印刷する場合、モデルの熱収縮でビルドプレートが反り返ることがありますのでクリップを使用してください
フィラメント種類毎のヘッド温度設定
X-Maker以外の温度設定もありますが、基本的には使用するフィラメント毎に温度を変更します。使用されている温度センサーの影響で一般的な設定温度と多少違う以下の推奨温度に設定する必要があるようです。温度を上げるとフィラメント詰まりが起こるので注意
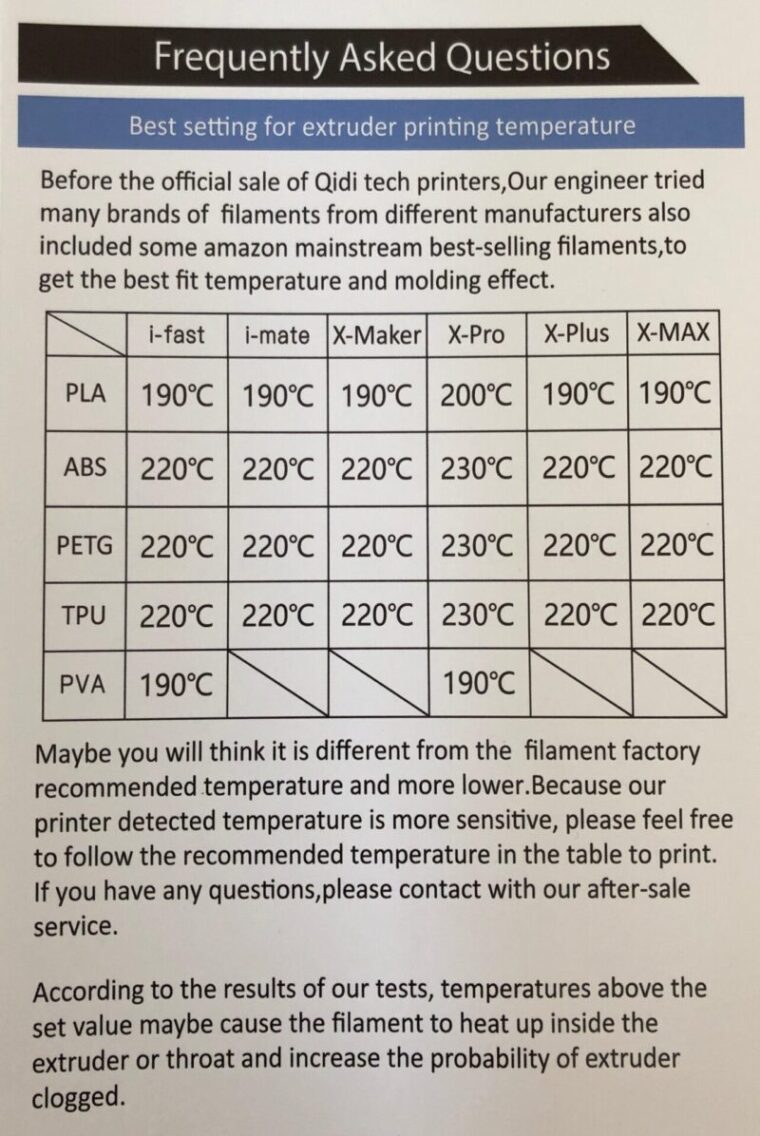
Qidi tech社が正式販売前に、当社のエンジニアが最適な温度と成形効果を得るためさまざまなメーカーのフィラメントを試しているそうです。(もちろんamazonのベストセラーのフィラメントも)
フィラメント工場の推奨温度とは異なり、もっと低い温度だと思われるかもしれませんが、プリンタの検出温度はより敏感なため表の推奨温度にしたがって自由に印刷してください。不明な点がございましたら、QIDIのアフターサービスまでお問い合わせくださいとのことです。
テスト結果によると、設定値以上の温度になると、エクストルーダー内でフィラメントが加熱されエクストルーダーの詰まりが発生しやすくなる可能性があります。
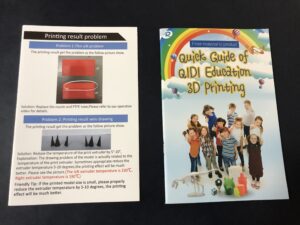
プリント失敗時の対処方法
X-maker付属品にプリント失敗時の設定方法が書かれている紙があったので、翻訳+解説です。失敗してしまう場合などの参考になれば幸いです。
糸引き問題
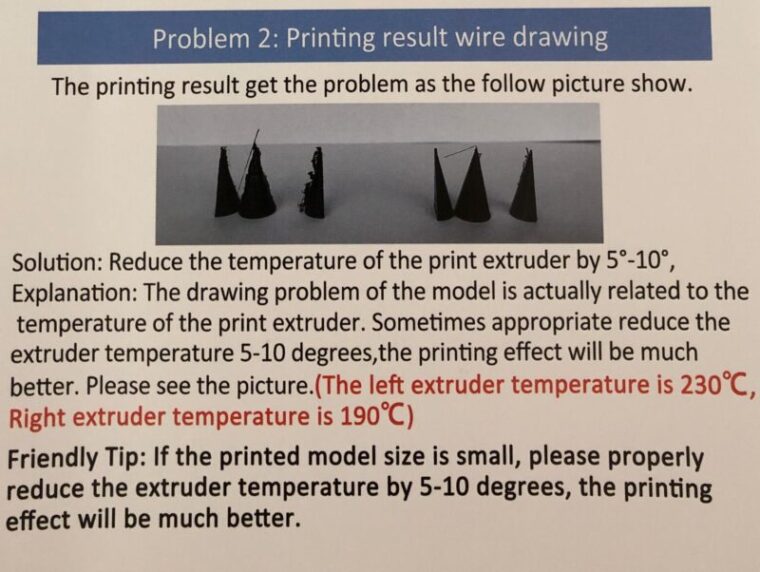
解決策:エクストルーダーの温度を5°~10°下げてください。
説明:プリントの問題はエクストルーダーの温度と関連しています。エクストルーダーの温度 5-10 度を減らして下さい。
写真のように効果があリます。(左:温度は230°。右:温度は190°)
参考情報:プリントする物のサイズが小さい場合、エクストルーダーの温度を5~10度下げると、印刷効果がより高くなります。
プリントでプラットフォームに定着しない問題(プラットフォーム調整)
プリント時に物がプラットフォームにちゃんとくっつかずに失敗してしまう場合の対処法。プラットフォーム調整の手順をよく見て、プラットフォームを水平に調整。

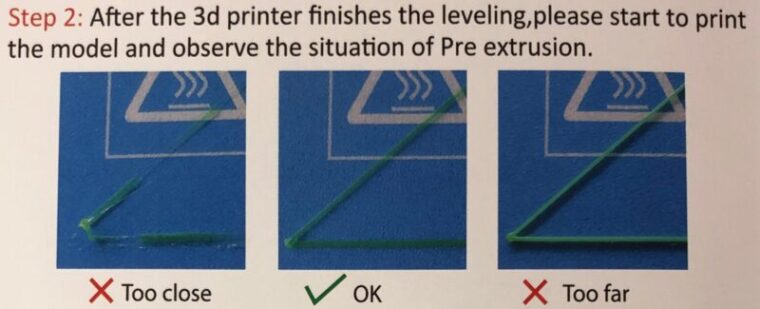
プリントでプラットフォームに定着しない問題(プリント前のプレ出力される箇所確認)
モデルのプリントを開始し、プリント前のプレ出力される箇所がOKの状態になっているのを確認。
プリントでプラットフォームに定着しない問題(スティックのりで解決Ver)
レベリングに問題はないが、モデルがプラットフォームにうまく貼り付けられないと思われる場合、プラットフォーム表面の印刷部分にスティックのり塗ってください。モデルとプラットフォームの密着性を高めることができます。
具体的なスティックのりの塗り方はメンテナンスの「スティックのりの使い方(プリントアウトする前)」を見てください。
プリントでプラットフォームに定着しない問題(プラットフォームが汚れている場合)
プラットフォームが汚れている場合は、濡れたタオルで拭いてください。
具体的な掃除方法については、プラットフォームの掃除手順はメンテナンスの「スティックのりの使い方(プリントアウトした後のクリーニング)」を見てください。
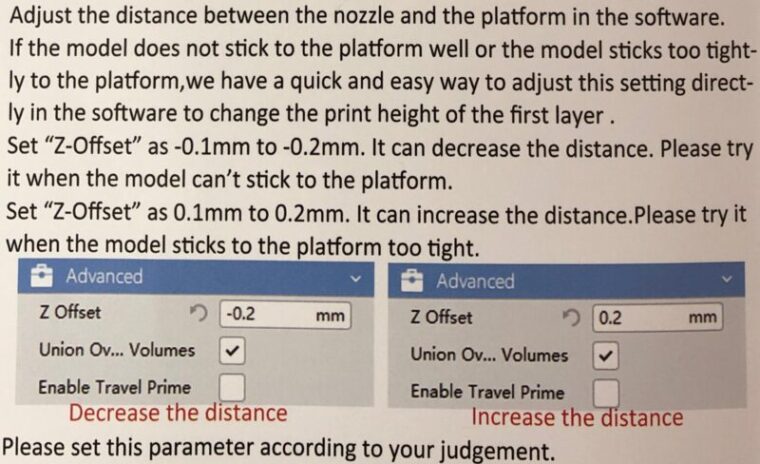
プリントでプラットフォームに定着しない問題(ソフトウェア対策Ver)
プラットフォームにうまくくっつかない場合や、モデルがプラットフォームにくっつきすぎている場合は、ソフトウェアで直接この設定を調整して、第1層の印刷の高さを変更するという、簡単で迅速な方法があります。
モデルがプラットフォームに密着しない場合:
Z-Offset “を-0.1mm~-0.2mmに設定してください
モデルがプラットフォームに密着しすぎている場合:
Z-Offset “を0.1mm~0.2mmに設定します。
※このパラメータは、お客様のご判断により設定してください。
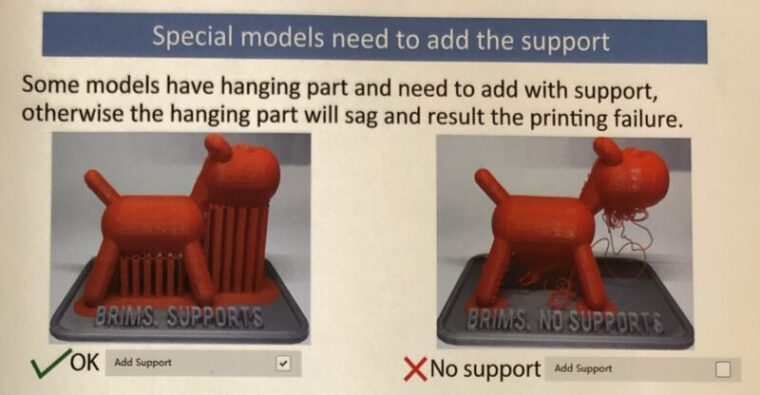
中空の箇所のプリントがうまくいかない問題
プリントしたいモデルによっては吊り下げ部分があり、サポートを追加する必要があります。サポートを追加しない場合は吊り下げ部分がたるんでしまいプリント失敗につながります。
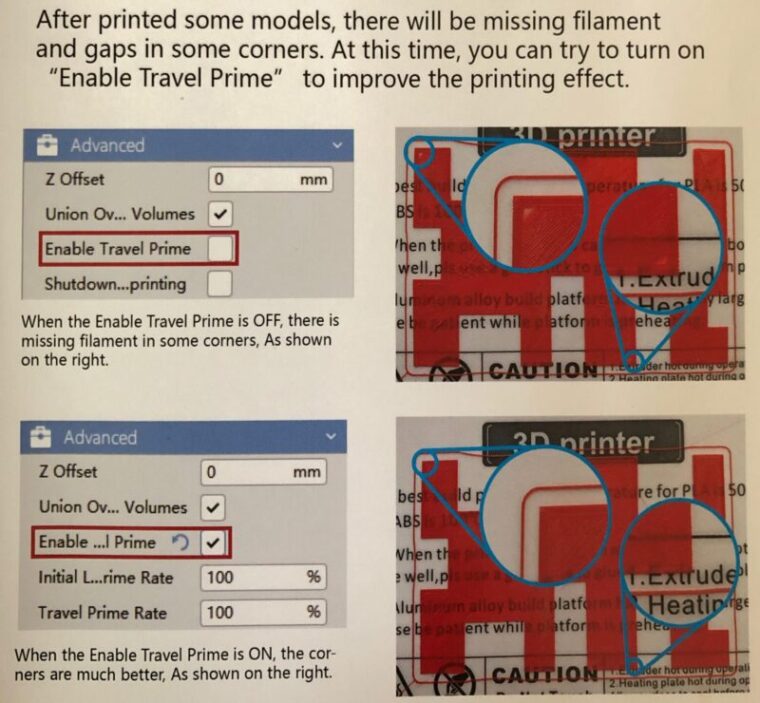
プリントした物の角に隙間ができる問題
印刷した後に角のフィラメントが足りずに隙間ができたりすることがあります。このような場合は設定の「Enable Travel Prime」をオンにすることで、改善が可能です。
「Enable Travel Prime」がOFFの場合:
右上サンプルのコーナーのようにフィラメントが欠落しています。
「Enable Travel Prime」がOFFの場合:
右下サンプルのコーナーのように改善されています。
出典:QiDi Technology公式